
Állandó penészöntés
Mi az állandó penészöntés
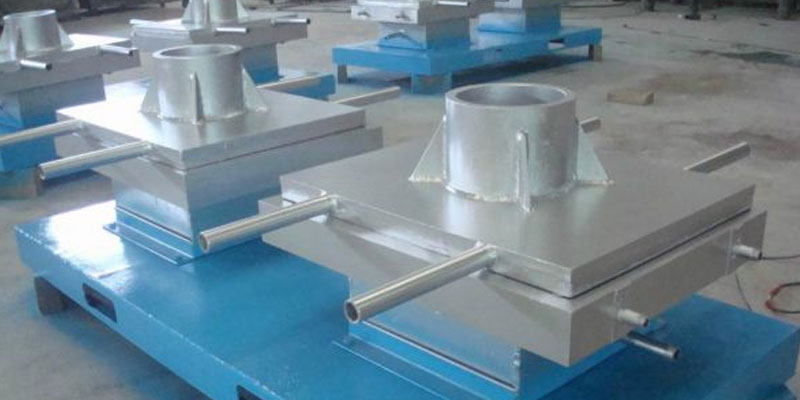
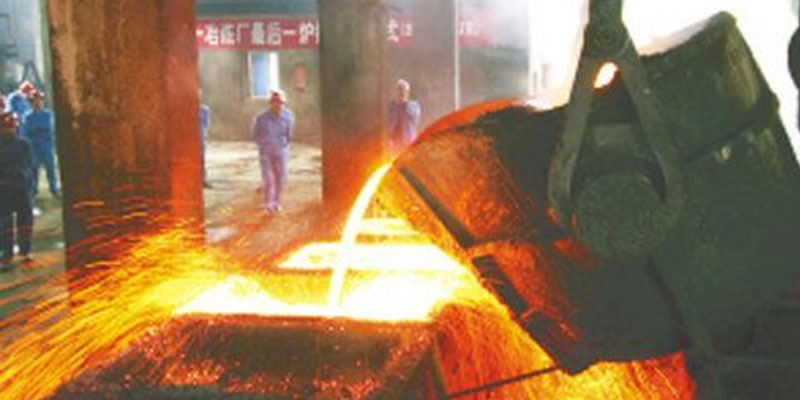
Az állandó formadöntés olyan fémöntési eljárás, amely újrafelhasználható formákat (úgynevezett "állandó formákat" használ, általában fémből készül). A gravitáció használata az öntőforma kitöltéséhez a leggyakoribb módszer, az úgynevezett gravitációs öntés, de vannak olyan eljárások is, amelyek légnyomást vagy vákuumot használnak. A gravitációs öntésnek van egy változata is, az úgynevezett bitumen öntési módszer, amelyet üreges öntvények előállítására használnak. Az általánosan használt öntőfémek közé tartoznak az alumínium, a magnézium és a rézötvözetek. Más anyagokat, például ónt, cinket és ólomötvözeteket, valamint acélt és vasat is grafitformákkal öntenek.
Az állandó penészöntést fém típusú öntésnek is nevezik. Ez egy öntési módszer, amelynek során folyékony fémet öntőformákba öntünk öntvények előállításához. A forma fémből készült, és többször (több száz-ezerszer) használható. A fémöntvény-öntéssel előállítható öntvényeknek súlya és alakja tekintetében vannak bizonyos korlátozások. Például a vasfémek csak egyszerű formájú öntvények lehetnek; az öntvények súlya nem lehet túl nagy; a falvastagság is korlátozott, és a kisebb öntvények falvastagsága nem önthető
Különböző alkalmazásokban, amelyek tömeggyártást vagy replikációs projekteket igényelnek, állandó öntési eljárásra van szükség. Ebben a folyamatban a formát előmelegítik. Ez a lépés eltávolítja az öntőformában előforduló nedvességet, és megakadályozza az olvadt fém túl gyors lehűlését. Az állandó forma előmelegítése szintén megakadályozhatja a forma károsodását a hőtágulás következtében, amikor az olvadt fémet bevezetik a formába. A leggyakoribb módszer a gravitáció segítségével folyékony fémet egyszerűen felmelegített formába önteni. Ez a módszer a tartós penészöntés legalacsonyabb költségű módszere, mert kevesebb felszerelést igényel, de nem alkalmas olyan helyzetekre, ahol a folyékony fém nem biztos, hogy eléri a forma összes területét. Olyan állandó formák esetében, amelyek részleteit meg kell tölteni olvadt fémmel, vákuumra vagy nyomásra lehet szükség a fém bevezetésének elősegítésére. Nyomásalapú állandó formák esetén alacsony nyomást alkalmaznak arra, hogy az olvadt fémet az öntőformába kényszerítsék. A vákuummal segített állandó öntéshez a formából levegőt szívnak ki, hogy kisnyomású vákuumot képezzenek, és a fémet az öntőformába vonják be. Mindkét esetben a nyomás miatt az olvadt fém kis tereket és apró részeket tölt be, különben tönkreteheti az öntvényt. A fémforma öntési folyamatának másik változása az iszapöntési módszer. Ebben a módszerben az olvadt fémet öntik egy formába és megkeményedik a héj külső széle körül. Amint az öntött fém keményedni kezd, a közepén lévő folyékony fém ki lesz öntve, így egy üreges öntvény marad díszítésre és dekorációs termékekre.

A Minghe tapasztalt állandó öntőforma-szolgáltató, gyártó, exportőr Kínában, arra szakosodott, hogy a legjobb OEM állandó öntvényszolgáltatásokat kínálja kiváló minőségű, olcsó fém alkatrészekhez vagy alkatrészekhez, a legmodernebb állapotban. művészi öntőgépek, például fogaskerekek, spline-ok, felnik, sebességváltók, csőszerelvények, üzemanyag-befecskendező rendszerek házai és járműmotor dugattyúi stb. Fejlett öntőeszközünk rutinszerűen sokféle anyaggal működik, a réz, sárgaréz, rozsdamentes acél, szénacél, alumínium és titán. Mindig választhatunk megfelelő fémöntési eljárást, hogy megfeleljen az Ön igényeinek. Egyéni állandó öntvény szolgáltatásaink biztosítják, hogy ügyfeleink a legjobb minőségű öntvény alkatrészeket kapják. Gyorsan küldje el érdeklődését vagy rajzát, hogy online casting árajánlatot kapjon.
Az állandó penészöntés előnyei és hátrányai
Az állandó penészöntés és a homoköntés összehasonlítása: A technológiában és a gazdaságban számos előnye van.
- - A fémöntvények mechanikai tulajdonságai magasabbak, mint a homoköntvényeké. Ugyanezen ötvözet esetében szakítószilárdsága átlagosan körülbelül 25% -kal, folyási szilárdsága átlagosan körülbelül 20% -kal növelhető, korrózióállósága és keménysége is jelentősen javult;
- - Az öntvények pontossága és felületi felülete magasabb, mint a homoköntvényeké, a minőség és a méret stabil;
- - Az öntvények folyamathozama magas, és a folyékony fémek fogyasztása csökken, általában 15-30% -ot megtakarítva;
- - Homokot vagy kevesebbet nem használnak, általában a modellező anyagok 80-100% -a megtakarítható;
Ezenkívül az állandó penészöntés magas termelési hatékonysággal rendelkezik; csökkenti az öntési hibák okait; a folyamat egyszerű, és könnyen megvalósítható a gépesítés és az automatizálás. Bár az állandó penészöntésnek számos előnye van, hátrányai is vannak. Mint például:
- - A fémformák gyártásának költsége magas;
- - A fém típus nem légáteresztő és nincs visszavonulása, ami könnyen okozhat olyan hibákat, mint az öntöttvas elégtelen kiöntése, repedése vagy fehér szája;
- - Az állandó penészöntésben a penész üzemi hőmérséklete, az ötvözet öntési hőmérséklete és sebessége, az öntvénynek a formában maradásának ideje, és az alkalmazott bevonat nagyon érzékeny az öntvény minőségére, és szigorúan ellenőrizni kell .
Ezért az állandó penészöntés alkalmazása mellett a következő tényezőket kell átfogóan figyelembe venni: az öntvény alakjának és súlyának megfelelőnek kell lennie; elegendő tételnek kell lennie; a termelési feladat teljesítésének határideje megengedett.
Az állandó penészöntés formázási jellemzői
A fémformák és a homokformák teljesítménye jelentősen eltér. Például a homokformáknak légáteresztő képességük van, míg a fémformáknak nincs; a homokformák rossz hővezető képességgel rendelkeznek, a fém formák jó hővezető képességgel rendelkeznek, a homok formák visszahúzódnak, a fém formák azonban nem. A fémforma ezen jellemzői meghatározzák, hogy az öntési folyamat során saját szabályai vannak.
Az üregben lévő gázállapot változásának hatása az öntvény formázására: A fém feltöltésekor az üregben lévő gázt gyorsan ki kell üríteni, de a fémnek nincs gázáteresztő képessége. Amíg a folyamatot elhanyagoljuk, az öntés minőségét hátrányosan befolyásolja. .
A hőcserélés jellemzői az öntvény megszilárdulása során: amint az olvadt fém belép az üregbe, hővel továbbítja a fémfalat. A folyékony fém elveszíti a hőt az öntőforma falán keresztül, megszilárdul és zsugorodik, míg a penészfal hőt nyer, növeli a hőmérsékletet és tágul. Ennek eredményeként egy "rés" képződik az öntvény és a forma fala között. Mielőtt az "öntő-rés-fém öntőforma" rendszer eléri ugyanazt a hőmérsékletet, az öntvény a "résben" történő hűtésnek tekinthető, míg a fém öntőfal a "résen" keresztül melegszik.
A fém penész megakadályozza a zsugorodás öntvényekre gyakorolt hatását: a fém formák vagy a fém magok nem vonulnak vissza az öntvények megszilárdulási folyamata során, és akadályozzák az öntvények zsugorodását. Ez egy másik jellemzője
Különböző típusú gyártási forgatókönyv az állandó penészöntésről
Minghe mindig betartja az ügyfél igényeit és a vállalat szolgáltatási normáit. A penész tervezésének, a penész összeszerelésének, a penész hibakeresésének, a penészpróba gyártásának, az öntési folyamatnak stb.

| Állandó penészöntési eljárás (1)▶ |

| Állandó penészöntési eljárás (2)▶ |

| Állandó penészöntési eljárás (3)▶ |
| Állandó penészöntési eljárás (4)▶ |
| Állandó penészöntési eljárás (5)▶ |
| Állandó penészöntési eljárás (6)▶ |

| Állandó penészöntési eljárás (7) ▶ |

| Állandó penészöntési eljárás (8)▶ |
Az állandó penészöntés Minghe-esettanulmányai
A Minghe Casting gyártási szolgáltatások mind a valósághoz, mind a kis- és nagy volumenű gyártási folyamatokhoz rendelkezésre állnak öntött öntvény alkatrészei, homok öntő alkatrészei, befektetési öntvény alkatrészei, fém öntvény alkatrészei, elveszett haböntő alkatrészei és egyebek számára.







Lásd: További öntvényalkatrész-esetek tanulmányozása >>>
Válassza ki a legjobb tartós penészöntő szállítót
Jelenleg állandó formadöntő alkatrészeinket Amerikába, Kanadába, Ausztráliába, Egyesült Királyságba, Németországba, Franciaországba, Dél-Afrikába és sok más országba exportálják a világ minden tájáról. ISO9001-2015 bejegyzettek vagyunk, és az SGS is tanúsítja.
Egyéni állandó öntvényöntési szolgáltatásunk tartós és megfizethető öntvényeket kínál, amelyek megfelelnek az autóipari, orvosi, repülőgépipari, elektronikai, élelmiszeripari, építőipari, biztonsági, tengeri és egyéb iparágak specifikációinak. Gyorsan küldje el érdeklődését vagy küldje el rajzait, hogy a lehető legrövidebb idő alatt ingyenes árajánlatot kapjon. Lépjen kapcsolatba velünk vagy küldjön e-mailt sales@hmminghe.com megnézni, hogy embereink, felszereléseink és szerszámunk hogyan hozhatja a legjobb minőséget és a legjobb árat az Ön állandó penészöntési projektjéhez.
Casting szolgáltatásokat nyújtunk:
Minghe Casting szolgáltatások, amelyek homoköntéssel dolgoznak 、 fém öntéssel 、 befektetési öntéssel elveszett haböntéssel stb.
Homoköntés
Homoköntés egy hagyományos öntési eljárás, amely homokot használ mint fő modellező anyagot formák készítéséhez. A gravitációs öntést általában a homokformákhoz használják, és alacsony nyomású öntés, centrifugális öntés és egyéb eljárások is alkalmazhatók, ha különleges követelmények vannak. A homoköntvény sokféle alkalmazkodóképességgel rendelkezik, apró darabok, nagy darabok, egyszerű darabok, összetett darabok, egyes darabok és nagy mennyiségek használhatók.
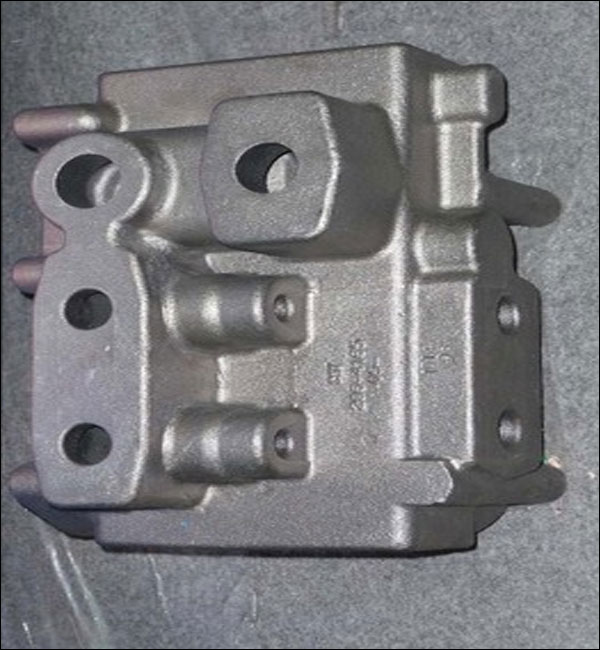
Állandó penészöntés
Állandó penészöntés hosszú élettartammal és magas termelési hatékonysággal rendelkezik, nemcsak jó a méretpontossága és a sima felülete, hanem nagyobb szilárdságú is, mint a homoköntvények, és kevésbé valószínű, hogy károsodnak ugyanazon olvadt fém öntésekor. Ezért a közepes és kicsi színesfém öntvények tömegtermelésében mindaddig, amíg az öntési anyag olvadáspontja nem túl magas, általában a fémöntvényt részesítik előnyben.

Befektetési casting
A legnagyobb előnye befektetési öntvény mivel a befektetési öntvények nagy méretpontossággal és felületi felülettel rendelkeznek, csökkenthetik a megmunkálási munkát, de egy kis megmunkálási ráhagyást hagynak a magasabb követelményekkel rendelkező alkatrészekre. Látható, hogy a befektetési öntési módszer alkalmazása rengeteg szerszámgép-felszerelést és munkaórát takaríthat meg, és jelentősen megtakaríthat fém alapanyagokat.
Elveszett haböntés
Elveszett haböntés az öntvény méretéhez és alakjához hasonló paraffinviasz vagy hab modellek kombinálása modellklaszterekké. A tűzálló bevonatok fogmosása és szárítása után száraz kvarchomokba temetik őket rezgésmodellezés céljából, és negatív nyomás alatt öntik a modell gázosításához. , A folyékony fém elfoglalja a modell helyzetét, és megszilárdulás és lehűlés után új öntési módszert képez.

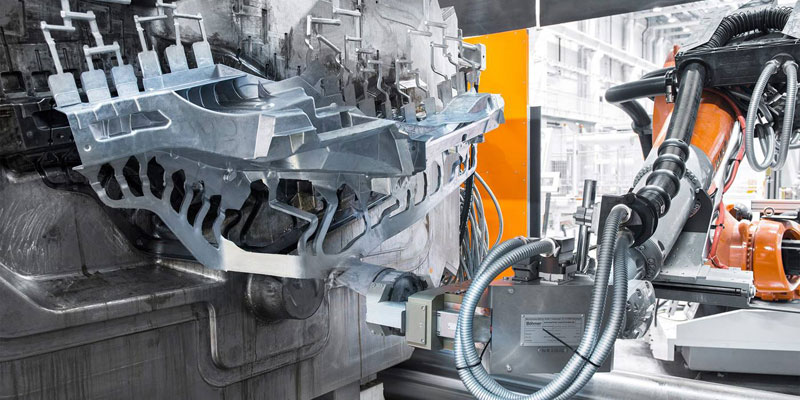
Die Casting
A présöntés egy fémöntési eljárás, amelynek jellemzője, hogy nagy nyomást gyakorol az olvadt fémre a forma üregének felhasználásával. Az öntőformák általában nagyobb szilárdságú ötvözetekből készülnek, és ez a folyamat némileg hasonló a fröccsöntéshez. A legtöbb öntött öntvény vasmentes, például cink, réz, alumínium, magnézium, ólom, ón és ólom-ón ötvözetek és ötvözeteik. Minghe volt Kína csúcsa die casting szolgáltatás óta 1995.
Centrifugális öntés
Centrifugális öntés egy technika és módszer folyékony fém injektálására egy nagy sebességgel forgó formába, úgy, hogy a folyékony fém centrifugális mozgással töltse ki az öntőformát és öntvényt képezzen. A centrifugális mozgás miatt a folyékony fém sugárirányban jól kitöltheti az öntőformát, és kialakíthatja az öntvény szabad felületét; befolyásolja a fém kristályosodási folyamatát, javítva ezáltal az öntvény mechanikai és fizikai tulajdonságait.

Alacsony nyomású öntés
Alacsony nyomású öntés azt jelenti, hogy az öntőformát általában egy lezárt tégely fölé helyezik, és sűrített levegőt vezetnek be a tégelybe, hogy alacsony nyomást (0.06 ± 0.15 MPa) idézzenek elő az olvadt fém felületén, így az olvadt fém felemelkedik a felszállócsőből a töltse ki az öntőformát és ellenőrizze a megszilárdult öntési módszert. Ez az öntési módszer jó adagolással és sűrű szerkezettel rendelkezik, könnyen önthető nagy vékony falú komplex öntvények, nincsenek felszállók és a fém visszanyerési aránya 95%. Nincs szennyezés, könnyen megvalósítható automatizálás.
Vákuumöntés
Vákuumöntés olyan öntési eljárás, amelyben a fémet megolvasztják, kiöntik és kristályosítják egy vákuumkamrában. A vákuumöntés minimalizálhatja a fém gáztartalmát és megakadályozhatja a fém oxidációját. Ezzel a módszerrel nagyon igényes speciális ötvözött acél öntvények és rendkívül könnyen oxidálható titánötvözet öntvények készíthetők. A Minghe Casting-nak van egy vákuum öntési részgyára, ami elegendő a vákuum öntéssel kapcsolatos összes probléma megoldásához