
Befektetési casting
Mi a befektetési casting
Befektetési casting, más néven elveszített viaszöntésmagában foglalja az olyan folyamatokat, mint a viasz préselése, a viasz javítása, a fák összeszerelése, a hígtrágya merítése, a viasz olvasztása, az olvadt fém öntése és az utókezelés. Az elveszett viaszöntés viasz felhasználásával viaszformát készít az öntendő részről, majd bevonja a viaszformát iszappal, amely sárforma. Miután az agyagforma megszáradt, tegye forró vízbe, hogy megolvadjon a belső viaszforma. Vegye ki az agyagformát az olvasztott viaszformából, és tűzje be egy fazekas formába. Miután megsült. Általában egy öntőnyílás marad az iszapforma készítésekor, majd az olvadt fémet öntik a kiöntőnyílásból. Lehűlés után elkészítik a szükséges alkatrészeket.
Ha viaszt mintaként használunk, akkor a befektetési öntést "elveszett viaszöntésnek" is nevezik. Az anyagból mintát készítenek, és a minta felületét több réteg tűzálló anyaggal borítják, hogy penészhéjat készítsenek, majd a mintát megolvasztják és ürítik a formahéjból, hogy szétnyíló felület nélküli formát kapjanak. Magas hőmérsékletű pörkölés után homokkal tölthetik meg és önthetik. Mivel a mintákat széles körben viaszos anyagokból készítik, a befektetési öntést gyakran "elveszett viaszöntésnek" nevezik.
Az elveszett viaszöntésben használt anyagok - a befektetési öntvények típusai
- Szénacél
- Ötvözött acél
- Hőálló ötvözet
- Rozsdamentes acél
- Precíziós ötvözet
- Állandó mágnes ötvözet
- Alloy Alloy
- Rézötvözet
- Alumínium ötvözet
- Titán ötvözet
- Nodular öntöttvas stb.
A befektetési öntvények alakja általában bonyolultabb. Az öntvényekre önthető furatok minimális átmérője elérheti a 0.5 mm-t, az öntvények minimális falvastagsága pedig 0.3 mm. A gyártás során egyes részek, amelyek eredetileg több részből álltak, kombinálhatók. Az alkatrészek szerkezetének megváltoztatásával integrált alkatrészként tervezhetők, és közvetlenül befektetési öntéssel önthetők a feldolgozással járó munkaidő és a fémanyag-fogyasztás megtakarítása érdekében, és az alkatrészszerkezetet ésszerűbbé téve.
A befektetési öntvények súlya többnyire nulla-tucat szarvasmarha (néhány grammtól tíz kilogrammig, általában legfeljebb 25 kg), és túl nehéz öntvényeket készíteni befektetési öntéssel.
A befektetési öntési folyamat bonyolultabb és nehezebben ellenőrizhető, a felhasznált és felhasznált anyagok drágábbak. Ezért alkalmas összetett formájú, nagy pontosságú követelményekkel vagy más feldolgozási nehézségekkel bíró kis alkatrészek, például turbinás motorlapátok gyártására.
A Minghe Casting ISO9001: 2015 tanúsítvánnyal rendelkezik, amely előállítja a szabványos és összetett precíziós viasz befektetési öntési prototípusokat. A viasz- és gyantamodelleket vagy -mintákat csak néhány óra alatt lehet elkészíteni CAD vagy matematikai adatfájlokból. A fém öntött prototípusok akár 2–4 hét alatt elkészíthetők, a komplett öntött és megmunkált alkatrészek pedig akár 3-5 hét alatt is kifejleszthetők. A szolgáltatott iparágak közé tartozik a repülőgépipar, az autóipar, a védelem, a tengerészet, az orvostechnika, az atomipar, az olaj és a gáz, valamint a szerszámok és a szerszámok.

A befektetési casting folyamat előnyei
A befektetési casting funkciói a következőképpen foglalhatók össze:
- - Nagy alkatrészeket képes előállítani
- - Komplex alakzatokat képes kialakítani
- - Nagy szilárdságú alkatrészek
- - Magas termelési ráta
- - A beruházási öntvények méretpontossága viszonylag magas, általában CT4-6-ig (homoköntés CT10 ~ 13, présöntés CT5 ~ 7)
- - Vízüveg öntés, alacsony hőmérsékletű elveszett viaszöntés folyamat, a termékek öntési kapacitása 0.5 kg és 100 kg között mozog. Általában szén-acél, ötvözött acél és rozsdamentes acél, kopásálló anyag stb.
- - A beruházási öntvények felületi felülete magasabb, mint az általános öntvényeké, általában Ra 1.6 ~ 3.2 μm-ig.
- - A befektetési öntési módszer használata jelentősen megtakaríthatja a szerszámgépek felszerelését és a munkaórákat, valamint jelentősen megtakaríthatja a fém alapanyagokat.
- - A befektetési öntéssel összetett öntvények készíthetők különféle ötvözetekből, különösen a magas hőmérsékletű ötvözetből. Például egy sugárhajtómű pengéje, áramvonalas profilja és hűtőürege nehezen képezhető megmunkálási technológiával. A befektetési öntési eljárással történő gyártás nemcsak tömegtermelést érhet el, biztosítja az öntvények konzisztenciáját, hanem elkerülheti a megmaradt késnyomok megmunkálás utáni feszültségkoncentrációját is.

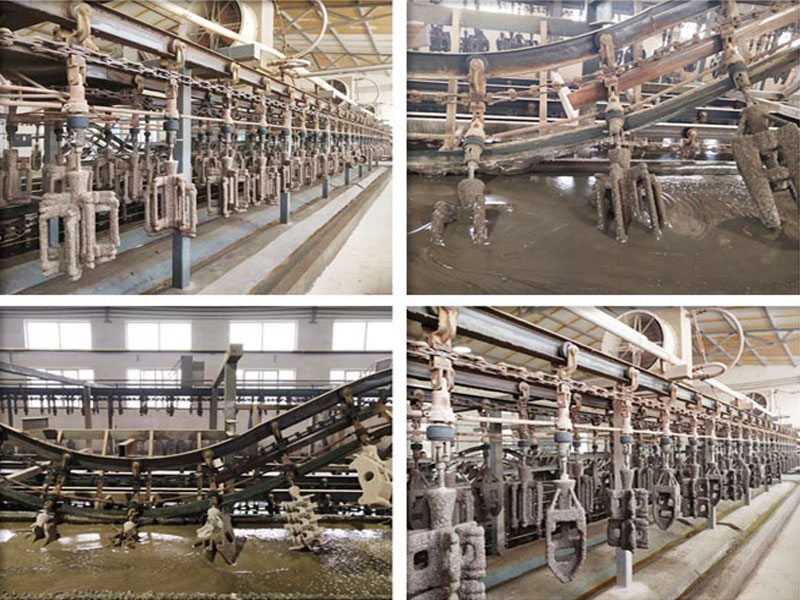
A Minghe hardvergyártási folyamata a befektetési öntés számára
A befektetési öntés (elveszett viaszöntés) az a folyamat, amikor viaszt használnak az öntendő részek formájának elkészítéséhez, majd a viaszformát sárral vonják be, amelyet agyagpenésznek hívnak. Az agyagforma megszáradása után melegítse és olvasztsa fel a belső viaszformát. A viaszforma megolvadása után vegye ki az agyagformát, és kerámia formába sütje. Általában a sárrendszer elkészítésekor a kapurendszert hagyják, majd az olvadt fémet bele lehet önteni az öntőformába. Hűtsük le, amíg az alkatrész megszilárdul, a szükséges alkatrészek elkészülnek. A beruházási öntési folyamat lépései:

| Penész fejlesztés és tervezés ▶ |

| Elveszett viasz műhely ▶ |

| Elveszett viaszvizsgálat ▶ |

| Viasz csoportfa▶ |

| Silica Sol Shell ▶ |
| Vízüveg megerősítés▶ |

| Gőz viaszmentesítés ▶ |

| Pörkölés-öntés▶ |

| Távolítsa el a kapu csiszolását ▶ |

| Üres pozitív▶ |

| Teljes precíziós öntvények▶ |

| Csomag és hajó▶ |
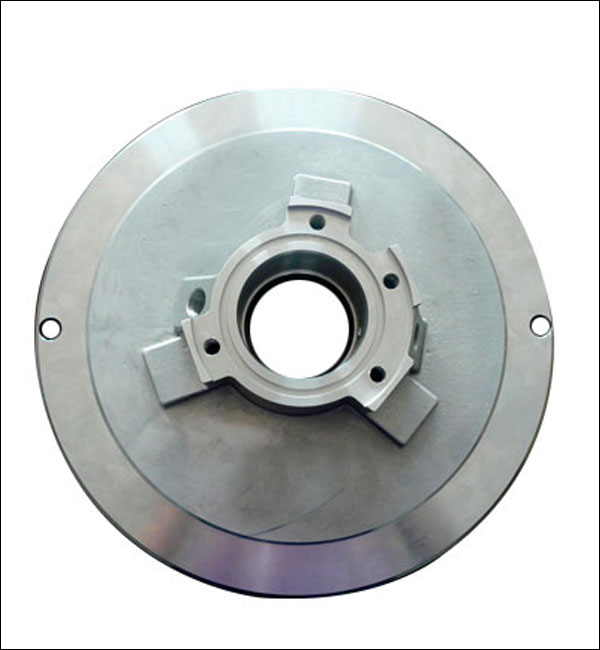
A befektetési casting Minghe esettanulmányai
A Minghe Casting gyártási szolgáltatások mind a valóságnak megfelelő kialakításhoz, mind az öntött öntvény alkatrészek, a homok öntési alkatrészek alacsony vagy nagy volumenű gyártási futtatásához rendelkezésre állnak,befektetési öntvény alkatrészek, fémöntő alkatrészek, elveszett haböntő alkatrészek és még sok más.











Lásd: További öntvényalkatrész-esetek tanulmányozása >>>
Válassza ki a legjobb befektetési casting szállítót
Jelenleg befektetési alkatrészeinket Amerikába, Kanadába, Ausztráliába, Egyesült Királyságba, Németországba, Franciaországba, Dél-Afrikába és sok más országba exportálják a világ minden tájáról. ISO9001-2015 bejegyzettek vagyunk, és az SGS is tanúsítja.
Egyéni befektetési öntvénygyártási szolgáltatásunk tartós és megfizethető öntvényeket kínál, amelyek megfelelnek az autóipari, orvosi, repülőgépipari, elektronikai, élelmiszeripari, építőipari, biztonsági, tengeri és egyéb iparágak specifikációinak. Gyorsan küldje el érdeklődését, vagy küldje el rajzait, hogy a lehető legrövidebb idő alatt ingyenes árajánlatot kapjon. Lépjen kapcsolatba velünk vagy e-mailben sales@hmminghe.com megnézni, hogy embereink, felszereléseink és szerszámaink miként tudják a legjobb minőséget és a legjobb árat biztosítani befektetési casting projektjükhöz.
Casting szolgáltatásokat nyújtunk:
Minghe Casting szolgáltatások, amelyek homoköntéssel dolgoznak 、 fém öntéssel 、 befektetési öntéssel elveszett haböntéssel stb.
Homoköntés
Homoköntés egy hagyományos öntési eljárás, amely homokot használ mint fő modellező anyagot formák készítéséhez. A gravitációs öntést általában a homokformákhoz használják, és alacsony nyomású öntés, centrifugális öntés és egyéb eljárások is alkalmazhatók, ha különleges követelmények vannak. A homoköntvény sokféle alkalmazkodóképességgel rendelkezik, apró darabok, nagy darabok, egyszerű darabok, összetett darabok, egyes darabok és nagy mennyiségek használhatók.
Állandó penészöntés
Állandó penészöntés hosszú élettartammal és magas termelési hatékonysággal rendelkezik, nemcsak jó a méretpontossága és a sima felülete, hanem nagyobb szilárdságú is, mint a homoköntvények, és kevésbé valószínű, hogy károsodnak ugyanazon olvadt fém öntésekor. Ezért a közepes és kicsi színesfém öntvények tömegtermelésében mindaddig, amíg az öntési anyag olvadáspontja nem túl magas, általában a fémöntvényt részesítik előnyben.

Befektetési casting
A legnagyobb előnye befektetési öntvény mivel a befektetési öntvények nagy méretpontossággal és felületi felülettel rendelkeznek, csökkenthetik a megmunkálási munkát, de egy kis megmunkálási ráhagyást hagynak a magasabb követelményekkel rendelkező alkatrészekre. Látható, hogy a befektetési öntési módszer alkalmazása rengeteg szerszámgép-felszerelést és munkaórát takaríthat meg, és jelentősen megtakaríthat fém alapanyagokat.
Elveszett haböntés
Elveszett haböntés az öntvény méretéhez és alakjához hasonló paraffinviasz vagy hab modellek kombinálása modellklaszterekké. A tűzálló bevonatok fogmosása és szárítása után száraz kvarchomokba temetik őket rezgésmodellezés céljából, és negatív nyomás alatt öntik a modell gázosításához. , A folyékony fém elfoglalja a modell helyzetét, és megszilárdulás és lehűlés után új öntési módszert képez.

Die Casting
A présöntés egy fémöntési eljárás, amelynek jellemzője, hogy nagy nyomást gyakorol az olvadt fémre a forma üregének felhasználásával. Az öntőformák általában nagyobb szilárdságú ötvözetekből készülnek, és ez a folyamat némileg hasonló a fröccsöntéshez. A legtöbb öntött öntvény vasmentes, például cink, réz, alumínium, magnézium, ólom, ón és ólom-ón ötvözetek és ötvözeteik. Minghe volt Kína csúcsa die casting szolgáltatás óta 1995.
Centrifugális öntés
Centrifugális öntés egy technika és módszer folyékony fém injektálására egy nagy sebességgel forgó formába, úgy, hogy a folyékony fém centrifugális mozgással töltse ki az öntőformát és öntvényt képezzen. A centrifugális mozgás miatt a folyékony fém sugárirányban jól kitöltheti az öntőformát, és kialakíthatja az öntvény szabad felületét; befolyásolja a fém kristályosodási folyamatát, javítva ezáltal az öntvény mechanikai és fizikai tulajdonságait.

Alacsony nyomású öntés
Alacsony nyomású öntés azt jelenti, hogy az öntőformát általában egy lezárt tégely fölé helyezik, és sűrített levegőt vezetnek be a tégelybe, hogy alacsony nyomást (0.06 ± 0.15 MPa) idézzenek elő az olvadt fém felületén, így az olvadt fém felemelkedik a felszállócsőből a töltse ki az öntőformát és ellenőrizze a megszilárdult öntési módszert. Ez az öntési módszer jó adagolással és sűrű szerkezettel rendelkezik, könnyen önthető nagy vékony falú komplex öntvények, nincsenek felszállók és a fém visszanyerési aránya 95%. Nincs szennyezés, könnyen megvalósítható automatizálás.